133-0281-9008
0757-81260238

133-0281-9008
0757-81260238

佛山市南海铂得豪钣金有限公司
联系人:谭先生
手 机:13302819008
电 话:0757-81260238
传 真:0757-81260236
地 址:佛山市南海区罗村务庄荣星工业区荣二路15号
网址 : www.fsbdh.com
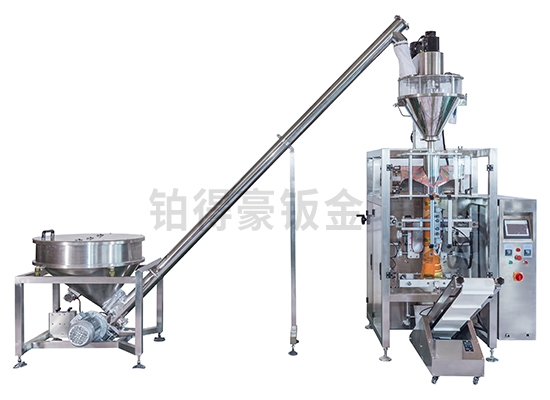
钣金加工是对工具柜进行加工的一门技术活,这是钣金技术人员需要掌握的一项非常重要的技术。像工具柜这种钣金制品是否成形就看这道工序了。工具柜钣金加工包括传统的切割下料、冲裁加工、弯压成形等方法及工艺,还包括各种冷冲压模具结构、工艺参数及各种设备工作原理和操作方法,还有新的冲压技术及新的工艺。

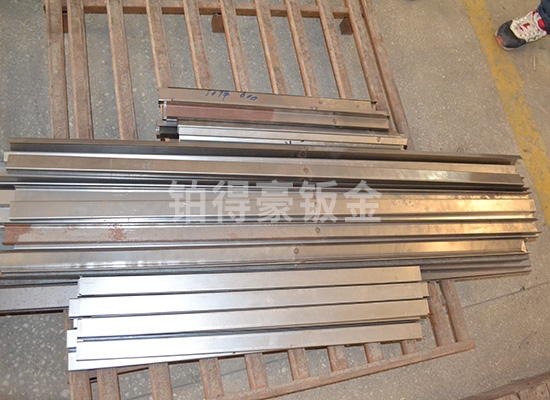
如果板料上的剪切线对工件来说是凹进的形状,即所谓凹角时,应先在该剪切线凹进的交点处钻止裂孔或留一定距离不剪开。钻止裂孔的目的是让两边的剪切线在剪切时使剪刃的终了位置留在工件上,其目的都是不在工件上交点处留下刃口印,以免产生应力集中源。一般采用在剪切线交点处留一定距离不剪开,但剪后用手掰下连接处,再使用锉刀修到切割要求。对角形件的截断,可先锯开角根,再用剪刀沿线剪断。

当剪切线为曲线时,剪刃沿曲线的运行方向是以剪刃口不遮住剪切线为准,以便操作者剪切时,控制上剪刃保持与曲线的切线方向相一致。剪切内孔的方法是:先在板料上开一个工艺孔,再用弯口剪采用螺旋线方式逐渐扩大至剪切线,剪切大的内孔,较好的方法是振动剪刀剪切。在进行薄板料的手工剪切过程中,两剪刃所在的剪切面必须保持垂直于被剪切板面,这样才能使剪刃处于有效的剪切相对位置;禁止剪切面倾斜于板面,否则将导致工件剪口毛刺过多,剪切口不垂直板平面,甚至剪不动或将工件卡夹在两剪刃所在转动平面之间。

剪刃对工件施加的剪切力应连续、平稳,因此,在剪切较厚板件时,禁止为增大剪切力而锤击剪刀的刀背,这不仅易损伤刃口,而且因冲击剪切,使要剪的曲线变成了折线,影响剪切质量。这时应设法加长剪刀把的长度,以增大对工件的剪切力,例如加套钢管等。

佛山市南海铂得豪钣金有限公司
地址:佛山市南海区罗村务庄荣星工业区荣二路15号
备案号:粤ICP备19043417号-1
手机号码:13302819008
服务热线:0757-81260238
传 真:0757-81260236

 在线咨询
在线咨询