133-0281-9008
0757-81260238

133-0281-9008
0757-81260238

佛山市南海铂得豪钣金有限公司
联系人:谭先生
手 机:13302819008
电 话:0757-81260238
传 真:0757-81260236
地 址:佛山市南海区罗村务庄荣星工业区荣二路15号
网址 : www.fsbdh.com
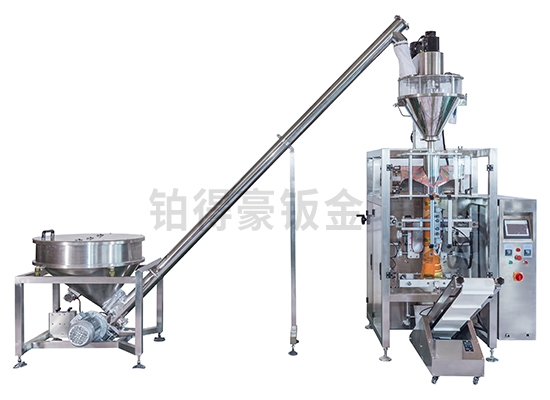
当前,我国科技发展可谓是日新月异,电子产品、汽车等产品研发均跻身于世界前列,他们不仅质量突出,成本低廉,外形还十分美观,体积较小,备受人们喜爱。在钣金加工过程中,工件折弯加工部件的精度会对产品质量产生重要影响。可以说,工件折弯精度越高,产品的质量也将更加有保障,为此,提高钣金加工中工件折弯精度就显得尤为重要了。机床挠曲变形。不均匀负载易导致挠曲变形。如折弯机的工作长度为3200mm,分布在其左右两侧的油缸吨位100t。当有负载时,上下滑块就会挠曲变形,以致减小了中间部分滑块的实际位移量,使工件在整个长度方向上产生角度不一致、中间角度比两端大的现象,直接影响了工件的尺寸精度。

板材的不均匀性。不同等级的材料,板厚与硬度会有不同程度的偏差,不同的厂家生产的厚度也存在差异,材料的定位边如果毛刺非常大或是有大的接点、成形加工造成的材料端部的膨胀,对折弯尺寸的精度都会有影响。或当板材轧制时,就会由于力度不均匀而出现回弹,从而导致精度出现误差。另外,材料局部温度有变化时,也会产生误差。回弹。材料的弯曲变形是由弹性变形过渡到塑性变形,材料的机械性能回弹角与材料的屈服极限成正比,和弹性模数成反比,折弯方法自由折弯回弹量大,校正折弯回弹量小,压底折弯处于两者之间;钣金折弯的回弹量随板料厚度的增大而减小。

工件弯曲的影响。在工件弯曲时,两端和中央部分都会有尺寸误差。尺寸误差虽然可以通过后挡块位置调整或在中间追加后挡块等方法做到某一程度的调整,但无法从根本消除这种弯曲变形造成的影响。克服由于材料不均匀而出现的精度误差。在选材时要尽量选择质地均匀的板材,在采购时尤其要注意,选择专业生产这些材料的厂家。这样的厂家技术更专业,生产设备等也更完善,技术服务也更好一些。综合分析厂家的各种资料,是否可以满足本企业的要求,以便选择一个稳定的工艺参数进行加工。

消除由于材料回弹而导致的精度影响。一个消除回弹的有效方式就是适当地加大折弯加工过程中的压力,并使加载的时间加长。同时,对那些加工精度要求较高的工件而言,在下料的时候就可以将整个板材的边缘部分除去。如有可能,在弯曲区压制加强筋,以提高零件的刚度,抑制回弹。减小机床自身的挠曲变形。这是一个提高工件折弯精度简单的方法。而要减小机床自身的挠曲变形,就要在上模上方设置一个斜锲结构,并且用它来补偿对机床的上模块导致的挠曲误差。在操作过程中,在折弯加工之前将上滑块调整成为一个中间凸出的弧线,在施加负载之后,上滑块变形而成为一条直线,使其与实际位移基本一致。

佛山市南海铂得豪钣金有限公司
地址:佛山市南海区罗村务庄荣星工业区荣二路15号
备案号:粤ICP备19043417号-1
手机号码:13302819008
服务热线:0757-81260238
传 真:0757-81260236

 在线咨询
在线咨询